


我们为您呈现了【无缝钢管镀锌钢管自主研发】产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:【无缝钢管镀锌钢管自主研发】的图文介绍


天燃气运送专用3PE防腐钢管职业在国内当时开展的现状仍是不错的,在防腐职业中咱们所熟知的--3PE防腐无缝钢管,在职业中也是发挥着比较大的效果,今日咱们就关于3PE防腐无缝钢管厂家的相关常识进行剖析与介绍,期望关于职业中还不太熟知其功用的人士有所帮助.三层结构的聚乙烯(3PE)防腐涂层以其杰出的抗腐蚀性/抗水气渗透性以及力学功用等,在石油管道职业得到了广泛使用.jiaxiaofeng3PE防腐钢管一防腐层关于埋地管道的寿数来说是至关重要的,相同原料的管道,有的埋在地下几十年不腐蚀,有的几年就发作泄露.就是因为它们选用了不同的外防腐层。减少了能耗。已成为市场上广泛应用的一种大口径输水大口径输水管道的主品。在国内配套工程、APEC峰会北京怀柔雁栖湖生态供水、申办会场崇礼滑雪场重点项目中得到应用。TPEP防腐钢管,即为外缠绕三层聚乙烯内熔结环氧防腐钢管。他延续了传统钢管强度高,整体性强,可塑性好,能承受较高的外压和内压,对地基的适应性好的优点。相对于砼管和球墨铸铁管重量较轻,安装方便,接头少,无渗漏。内壁热熔结环氧树脂涂层附着力好,耐久性长、耐腐蚀能力强,使用寿命50年以上。内壁光滑,输送相同流量的介质,口径可以降低一个级别。外涂层涂覆采用高压挤出缠绕工艺,图层坚韧耐磨,抗冲击性及抗弯曲性优良,能有效防止施工中的机械损坏及使用过程中的植物根系和土壤环境应力的损坏。



万弗莱钢有限公司生产销售 吉林黑方管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。


热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
2、冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
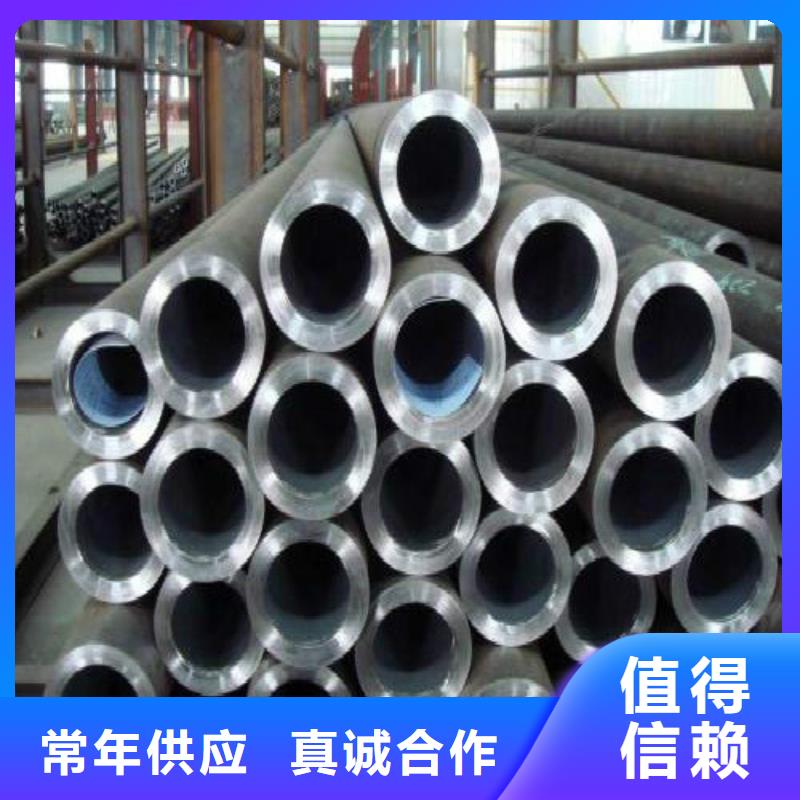
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
2、冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



